We are thrilled to announce the upcoming installation of the state-of-the-art SkyMilla CNC Milling Machine from ServiForm. This advanced technology will bring steel counter plate production in-house, significantly enhancing the machinability of our already high-quality folding cartons.
Why Steel Counters? Steel counters offer superior performance by reducing sheet deformation compared to traditional scoring matrix. This improvement allows for a more streamlined production process, ensuring we can meet our customers’ needs with even greater precision and efficiency.
Unmatched Quality and Speed Combined with our cutting-edge Penta Laser, Royal Paper Box is now better equipped than ever to deliver the finest quality products with industry-leading turnaround times.
Stay tuned for more updates as we continue to innovate and provide you with the highest quality packaging solutions!
At Royal Paper Box, we believe in Packaging That Sells Your Product. Our commitment to quality and innovation ensures that your products stand out on the shelves.
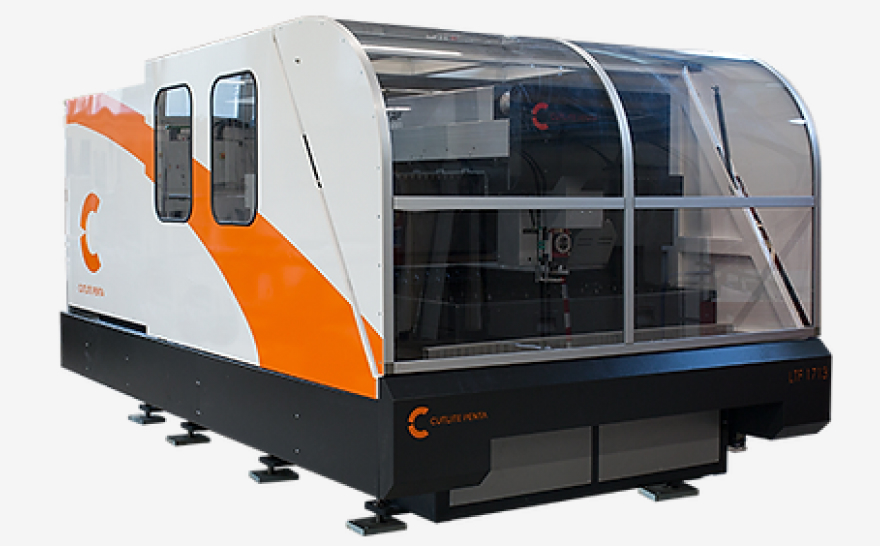
Royal Paper Box is excited to announce the acquisition of the LTF 2015 Cutlite Penta Laser System, a state-of-the-art piece of equipment that significantly boosts our manufacturing efficiency. This advanced laser system allows us to meet our customers’ needs more effectively by burning dies much faster and with greater accuracy compared to our previous router system.
The LTF 2015 Cutlite Penta Laser not only improves reliability but also uses less electricity per inch of die rule. This eco-friendly technology helps reduce our environmental footprint, contributing to a greener and more sustainable future for generations to come.
Serviform America is the exclusive sales, service, and parts supplier for all Serviform and Cutlite Penta machines in North America. Committed to delivering the highest level of service, Serviform America supports customers with six full-time service technicians, a parts and service department in Atlanta, and a professional sales network. They provide flatbed, rotary, and combo Cutlite Penta laser systems, designed to maximize efficiency and speed for die makers, without compromising on precision and quality.
Serviform America - "We are thrilled that Royal Paper Box has chosen the state-of-the-art, LTF 2015 Cutlite Penta laser system to enhance their die-making operations. This partnership reflects our shared commitment to precision, innovation, and industry-leading technology. We wish nothing but the best to Darryl and the team at Royal Paper Box."
Contact us today to learn how our enhanced capabilities can benefit your business. Let’s create packaging that truly sells your product!
In an inspiring tale of dedication and perseverance, Andy Polanco has marked an incredible 40-year career at Royal Paper Box. Starting his journey in customer service, Andy quickly teamed up with a newly hired Outside Sales representative named John Felton. Their successful partnership was quickly deemed “The Dynamic Duo”. Andy’s unwavering commitment to Royal’s success and exceptional skills positioned Andy as a cherished mentor to many members of our team. He retires as Vice President of Technical Sales.
Andy joined Royal Paper Box after working in production for a small commercial printer as a Pressman. His production background gave him a unique perspective that allowed him to guide his customers to solutions that were both innovative and effective. With a passion for providing top-notch customer service, his ability to understand and meet customer needs quickly set him apart in the eyes of then owner Clary Hodges and his son and future owner Jim Hodges. Over the years, Andy’s innovative approach and deep understanding of the industry led to countless successful projects and satisfied customers.
As Vice President of Technical Sales, Andy’s strategic vision and leadership have been instrumental in driving the company’s growth and success.
Colleagues and clients alike commend Andy for his professionalism, dedication, and the positive impact he has had here at Royal Paper Box. As Andy celebrates this milestone, the entire Royal Paper Box family extends their heartfelt congratulations to our friend and Royal family member. We wish Andy and his wife Kris all the best in their retirement and are deeply thankful for his contributions to Royal Paper Box.
Join us in celebrating Andy’s legacy! Contact us today to learn how Royal Paper Box can provide innovative and effective packaging solutions for your business needs.
DALLAS — February 24, 2016 — Having recently celebrated its 75th year in business, Royal Paper Box, a leading Montebello, Calif., folding carton converter, is maintaining its dedication to quality and efficiency by adding to its pressroom arsenal: a third six-color plus coater, 41˝ KBA Rapida 106 sheetfed press. The prestigious firm prides itself on catering to a globally diverse customer base including high-end cosmetics and demanding bio-medical packaging.
“We feel the addition of a third KBA press significantly enhances and complements our pressroom,” commented Jim Hodges, president of Royal Paper Box. “Our success over these 75 years has been built on our commitment to our customers and continuing to invest in new technology. We’re constantly seeking to deliver the best work in the most efficient manner. We have a sterling reputation for on-time delivery and consistent quality, order after order.”
For Royal Paper Box, which is a global leader in the packaging field, a third new KBA Rapida board press equipped with a host of measurement and quality control features and UV drying technology brings numerous advantages. These include a powerful ability to print at high speeds, top-flight automation bringing efficiency gains in makeready and running speeds, and an improved production schedule.
“Moving into our 76th year of business, our company has been committed to our customer’s needs,” said Hodges. “Our focus is to produce ‘packaging that sells your product’ while we keep our pledge to quality, service, and speed-to-market.”
About Royal Paper Box Founded in 1940, Royal Paper Box has been an industry leading provider of folding carton packaging solutions that have met the needs of its globally diverse customer base. Hodges’ father, Clary, along with a group of investors and employees, bought out the founder in 1956. Jim Hodges joined the company after serving in the Marines. Together the father-son team expanded the company with a sterling reputation of consistent high quality, on-time delivery, state of the art facilities, trained personnel and outstanding customer service. Today the company sits on a sprawling 10-1/2 acres in a 172,000-square-foot facility with 210 employees all under one roof.
About KBA KBA North America is located in Dallas, and is a member of the KBA Group. Established almost 200 years ago in Wuerzburg, Germany, Koenig & Bauer AG (KBA) is the oldest and second largest press manufacturer worldwide. KBA’s banner, ‘People & Print’, reflects its dual focus as a leading innovator for print entrepreneurs. The group’s product range is the broadest in the industry; its portfolio includes sheetfed offset presses in all format classes, commercial and newspaper web presses, inkjet systems and presses, flexographic presses, special presses for banknotes, securities, metal-decorating, smart cards, glass and plastic decorating.
Two priorities have guided Jim Hodges throughout his career. He is equally passionate and humble about both. "One of the most fulfilling things is providing top notch quality employment and being able to give back to the community," he says. Hodges is President and CEO of Royal Paper Box Co., Montebello, California. Located in Los Angeles, the folding carton company embraces a corporate culture that reflects Hodge's management style and goals. It emphasizes professionalism, high quality, pride, community service and good old fashioned fun.
"You can't buy that culture," says Vice President Darryl Carlson. "The real difference at Royal is that every person in the shop or office knows that Jim Hodges cares about him or her as a person. It's a real family environment." That caring extends beyond the carton plant. Hodges is a loyal supporter of the folding carton industry through his active participation in the Paperboard Packaging Council (PPC). In addition, he has a long history of volunteering his time to helping those less fortunate.
This month the PPC will honor Hodges with the Gair Award, PPC's highest distinction. The award, which will be presented at the association's Spring Outlook & Strategies Conference, March 16-18 in San Diego, California, recognizes individuals who have demonstrated a lifetime of significant and lasting contributions to the paperboard packaging industry.
"Jim Hodges makes our industry look good," says John Zeiser, PPC Executive Committee Member who nominated Hodges for the Gair Award. "He has built an outstanding business, has innovated in our industry and his civic mindedness is unsurpassed. Jim really demonstrates that you can do well and do good at the same time. We are all very pleased to recognize Jim for his many accomplishments. It's especially meaningful because Jim is so modest about the many things he does for others." Hodges is the 17th individual to receive the Gair award. "The committee did an outstanding job in choosing Jim Hodges as our honoree," says Ben Markens, PPC President. "The Gair is not given every year and is only awarded when there is a nominee of sufficient merit. The 17 individuals who have been recognized with the Gair Award, including Jim, are a stellar group and are role models for all of us in terms of their business acumen, their leadership, and their support of community."
"Jim really demonstrates that you can do well and do good at the same time. We are all very pleased to recognize Jim for his many accomplishments." says John Zeiser.
"Jim Hodges is a credit to our industry, and we are very excited that our highest industry honor is going to Jim," says Steven Levkoff, PPC Chairman. "The Robert T. Gair Award is named for an individual who basically began in the folding carton industry, and it's our way of celebrating the ideals and values of our organization."
Father-Son Team
Royal Paper Box was founded in 1940. Hodge's father, Clary, worked at the company almost from its inception. In 1956, Clary, along with a group of investors and employees, bought out the founder. Hodges started working at Royal when he was a teenager, taking a few years off after graduation to join the Marine Corp. and serve in Vietnam. "I don't know that it was ever my intention to rejoin the business after I got out of the Marine Corp. I had an interest in cars and had a dream of owning my own mechanic shop," he says. "My father and his partner at that time asked if I would rejoin the company and the rest is history."
Royal Paper Box PressesToday, Hodges is the only stockholder. His father passed away 20 years ago. "My father and I had a unique relationship. We became best of friends in the business," Hodges says. "My dad and I really meshed well. He was a good mentor for me. We definitely agreed on strategies and had an extremely close relationship. I miss him dearly." The father-son team built the company on a reputation of consistent high quality, on-time delivery, state of the art facilities, trained personnel and outstanding customer service. Continued growth and expansion has prompted several relocations. The current 172,000-sq-ft facility sits on 10- acres and has 175 employees.
The company serves customers that have a strong emphasis in government regulated industries with difficult FDA requirements. Seventy percent of the product mix is in the biotech, pharmaceutical and medical device industries. The remaining 30 percent is in cosmetics, neutraceutical and confectionary. "Some of the boxes that we make today are for products that nobody in their wildest dreams had thought about a decade or two ago," Hodges says. "What's around the corner for California, I don't think anybody knows. We are the leaders in innovation. I don't know what tomorrow's market brings, but we are certainly willing to adapt."
Value Proposition
Technology supports Royal's ability to meet the rigors of consistently providing a quality product — often in industries that have stringent regulations. From a cost and regulation standpoint, operating in the state of California can be challenging. "California is not the most expensive place to do manufacturing, but we are definitely up there in terms of labor, workmen's comp and medical insurance," Carlson says. "Newer technology can reduce our burden or allow us to create more product and have higher productivity without adding labor. We are definitely up to date on our technology where it makes sense for us.
"Jim is very on top of what's going on in the industry and keeping his finger on the pulse of what the different equipment manufacturers are offering," he continues. "Royal has never been shy about pulling the trigger on purchasing equipment that makes sense."
Royal has five printing presses, including Heidelberg 30 and manroland 40 and 50- inch, and is currently looking to upgrade its printing equipment. The company recently invested in new Bobst diecutters and folder- gluers. In addition, the company is state of the art when it comes to plate and diemaking, quality control, and finishing options, such as hot foil stamping, embossing and custom coatings.
"Our strategy is to be absolutely committed to staying up to date on any technology or equipment that makes sense for our market," Hodges says.
Royal Paper Box BuildingAdds Carlson, "If there are unseen markets that we can tap into via technology, via equipment, that is all explored. It's that adaptability that has kept Royal current. To my chagrin, Jim will not let us turn our backs on any possibilities. There is never a dull moment here. We will investigate everything. There are no stones left unturned." "Jim likes to add his experiences to our discussions to help us come up with the best solution and if he thinks we're going the wrong way, he'll emphasize those a little greater," Carlson says. "He is involved with all aspects of our company and is very much abreast of what is challenging this company at all times.
"He has been doing this for quite some time and he has a lot of knowledge for solutions for some of those challenges," Carlson continues. "He really relies on his management team and challenges us to come up with the solutions first and then he likes to poke holes in them and give us other things to think about to make sure that those solutions are the best for the company." "I like to think of myself as viewing situations from 30,000 feet," Hodges says. "When you're on the ground in the forest you can't necessarily get a grasp of the whole picture. I'm kind of a big picture guy." While these back-and-forth strategy discussions can be time-consuming, Carlson says Royal's senior management wouldn't have it any other way. "It's nice to be able to tease back and forth. Jim is a wonderful navigator who constantly keeps us on our toes. He is appreciated here beyond words can describe."
Giving Back
Royal Paper Box is a long-time member of the PPC, and Hodges has served on the Board of Directors. "I feel very strongly that the Paperboard Packaging Council is the only voice that we as converters have for the industry in Washington. PPC has done a tremendous job of representing the folding carton business as far as the Walmart initiative goes," he says. It is a reciprocating relationship. In return for the value Hodges receives, he believes strongly in giving back by supplying the PPC with carton plant data. This same philosophy of giving back holds true in his private life. Hodges is actively involved in a variety of philanthropic causes. One example is Operation Christmas Child (OCC). A ministry of Samaritan's Purse, the program distributes shoeboxes filled with personal care items, toys, candy and school supplies to needy children around the world.
"Jim is a wonderful navigator who constantly keeps us on our toes. He is appreciated here beyond what words can describe," says Royal Vice President Darryl Carlson.
Jim Hodges first became involved with OCC in the mid '90s through his church. "I had our sample department make me an empty shoebox because I throw mine away," he says. Since then, Royal has donated more than 10 million shoeboxes over the years to help. "We make the shoeboxes at Royal Paper Box or have them made somewhere else and we financially support it," he says. Hodges has even traveled to Nicaragua, Mexico City, Equador, and Bosnia to help distribute the shoeboxes. He is also involved in other Samaritan's Purse projects. The humanitarian organization has met the needs of poor, sick and suffering people in more than 100 countries. Closer to home, Hodges supports local rehabilitation centers, schools and many other charities. Every year a group of elementary school children visit Royal and sing Christmas carols as a way of saying thank you.
"I feel very strongly that the Paperboard Packaging Council is the only voice that we as converters have for the industry in Washington," Hodges says.
Family and Fun
Hodge's philosophy of giving back adds to the overall sense of employee pride, which he says is very gratifying. "I feel that I've got a group of employees who are appreciative of our company and understand how much I appreciate them." Adds Carlson, "There is definitely a synergy and a feeling of connection that the employees are connected to the owner and the owner is connected to the employees for more than just the profit." "A high priority for me is to keep it a fun atmosphere. Enthusiasm breeds enthusiasm. Gloom breeds gloom," Hodges says. "I think the working conditions are something that is appreciated as much as compensation at our company. We try to run it like a family and have fun."
Hodges, who is 65, says he has no immediate plans to retire. However, when he does, he says the company will be in good hands. "We have a strong senior management team which is part of the succession plan."
If there were a contest for the "Cleanest Print Shop in the West", the winner would clearly be Royal Paper Box. But the Montebello, CA folding carton converter, which has been running offset print powder-free for more than a decade, is successfully striving to be equally recognized for its efficiency and quality work. "A clean shop is an obsession with us", says Jim Hodges, president/CEO of Royal Paper Box. "And so is our commitment to our customers. That's why we're constantly evolving to deliver the best work in the most proficient way. We have a long standing reputation for on-time delivery and consistent quality, order after order." Royal Paper Box, a 62-year-old second generation company, serves a blue-ribbon list of clients spanning industries as diverse as pharmaceuticals, biotech, medical instruments, cosmetics, personal care, consumer electronics, specialty foods, and stationery. The company has been on the leading edge of technology since the mid-80s when it installed the first of two 50-in. sheetfed offset presses. "In those days", Hodges says, "we printed long runs and inventoried products for our customers, delivering it when they asked for more."
PDQ with JIT Eventually, however, customers looked to reduce the risk and costs associated with bloated or outdated inventories and did not want as many boxes per order. In the mid-90s, Royal installed its first 40-in. press to handle these shorter runs and a second 40-in. unit was added in 2000. These installations prepared Royal for the increasing demand for JIT work. "We didn't want to lose our edge", says Hodges, "we decided to reposition ourselves. We went through our job statistics and found that nearly half the jobs would be most efficiently run on an oversized 29-in. press. We had been buying six-color presses like most printers, yet nearly 90 percent of our work was four colors or less." So Royal considered staffing, investment and consumable costs and determined a 23.5 x 29-in. press would be optimum. "After all, if it will run on a 29, why print on a 40?" asks Hodges, who felt that presses designed for short-run, quick turnarounds would "fit the company like a glove."
After an exhaustive evaluation, Royal determined that a large-format CTP system could feed the existing larger presses and fuel the pressroom's demand for more plates and shorter runs. Royal chose a Trendsetter VLF platesetter from Creo (Bedford, MA), which processes P970 CTP plates up to 45 x 57 in. from Agfa (Ridgefield Park, NJ). Royal uses Artwork Systems' (Bristol, PA) Best XXL software for job creation and digital workflow.
Competitive leader When it came to picking the press supplier, Hodges chose Heidelberg (Kennesaw, GA). "We really felt that Heidelberg's Speedmaster CD 74 was ahead of all the competition," Hodges says. "We were able to visit packaging companies that use the press in Europe and the United States. It was clear that the machine was very well developed and performing very well. These indicators led us to purchase two CD 74s." The twin four-color presses were installed in January 2003. In keeping with the shop's goal to remain completely powder-free, Heidelberg equipped both presses with DryStar I/R and hot air drying systems and included another unusual feature: double-length delivery extensions. The extra extension offers Royal Paper Box the additional flexibility to adapt to other drying concepts in the future. The shop, for example, could adopt UVcuring capabilities if it chose.
Each Speedmaster CD 74 also handles difficult substrates. Typically, when a job moves from a larger press to a 29-in., the layout favors the grain running around the cylinder. This short-grain layout can cause problems if the press is not correctly designed. The CD 74 is reportedly not affected by which direction that board grain is being run. Primary material suppliers are Potlatch Corp. (Bloomington, MN) for paperboard and Toyo Ink America (Lincolnshire, IL) for inks.
2 presses, 3 staff With efficiency the goal, Royal Paper Box wanted to run both machines with a total crew of three— essentially 1.5 operators/press. "To do this, we needed not only an easy connection between the two, but also electronic quality control support", said Steve Perez, Royal plant engineer. To make the operator's job easier, both machines are elevated and a catwalk unites them on the same level.
On this bridge, Heidelberg's Prinect ImageControl system provides closed-loop QC for both presses. This spectrophotometry-based system can take prepress data directly into its memory, providing a "virtual proof" for color matching. Both CP 2000 press control consoles are tied to electronic prepress as well, which provides ink key settings for rapid makeready. While enhancing efficiency, Royal also wanted to continue its commitment to cleanliness and completely eliminate spray powder in daily operation. "We view powder as an unnecessary evil", says Hodges. "It's not only bad for the press and the environment, but it lowers the rub resistance of the box and imparts a gritty, sandpaper-like feel to the job." So it was imperative that Heidelberg's technical team provide highly professional installation. To reduce the air movement and heat emission of the presses, Royal chose to install a special combination system which cools the inking and dampening sections while removing excess heat from the central-air supply.
The pay-off Has the attention to detail paid off? Hodges thinks so. "Pharmaceutical companies spend millions to put a drug through research and development, and when the Food and Drug Administration finally gives the go ahead for a new drug, the manufacturer wants to launch the initial run of product within hours", he says. "Our investment in new prepress and press technology lets us meet this challenge without putting the staff, or the equipment, through anything out of the ordinary. Meeting these challenges is just what we do. Competitively, we're right where we need to be."